Hello, welcome to Hunan PooHeng Valve Co., Ltd.!878998047@qq.com
 中文
中文 EN
EN
- Telephone:
- 008618075148999 (Manager Tang)
Home > Product > Safety Valve


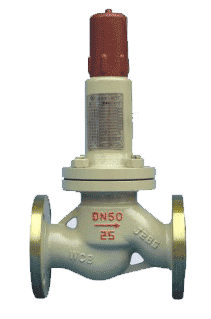
Working principle and purpose of the product:
The safety reflux valve is suitable for the liquid phase reflux pipeline at the outlet of the liquefied petroleum gas pump with a working temperature of -40~+80 ℃. It is used for the safe reflux of overpressure media. When the pressure before the pump exceeds the specified value, the valve automatically opens and starts safe reflux into the tank, ensuring the safe operation of equipment and pipelines.
AH42F and A42F liquefied petroleum gas safety valves, as well as safety reflux valves, are installed on pipelines, storage tanks, and spherical tanks to protect the equipment from abnormal increases in medium pressure to the specified value. The valve automatically opens, followed by full discharge, to protect the safety of the equipment. Suitable for most fixed spherical tanks.
Product Structure Features:
Once the pressure of the medium in the system pipeline or device exceeds the set value, the pressure will be automatically released to achieve the purpose of safety protection.
The main parameter is displacement, which is determined by the diameter of the valve seat and the opening height of the valve disc. Depending on the opening height, it can be divided into two types: micro opening and full opening